RS7916TF哑光漆“水痕”问题分析和解决方案
一、背景
客户反馈用我司RS7916TF制作的哑光漆外观出现“水痕”。时间为11月中旬,今年年初(2月份)也出现过类似情形。
二、问题分析
“水痕”是一种外观不良现象,表现为明暗相间的带状条纹。通常出现在工件的边缘,但并不是每一片工件上都会出现。首选需要在实验室内找到“水痕”出现的施工工艺条件,再进一步找到解决方案。
主要的工艺参数有如下5个,我们考察了除湿度之外的4个因素。

三、实验验证和改进方案。
以RS7916TF为主体树脂,配制哑光涂料,配方如下。
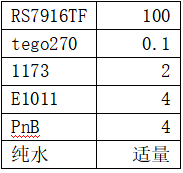
分别考察涂料在不同粘度(20s/12s,4#杯)、不同烘烤温度(60°/50°)、不同烘烤时间(10分钟、15分钟)、不同膜厚(15um/20um/25um)等条件下,漆膜外观是否出现“水痕”。实验
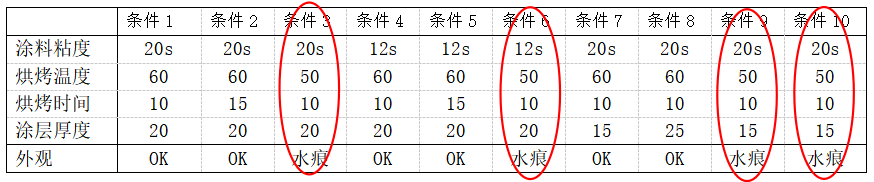
从结果看,烘烤温度对外观的影响最大。60°烘烤时,无“水痕”;但改为50°烘烤时,就会出现水痕。且其位置都相对固定,即出现在夹具周边。其原因是夹具增加了基材的厚度,使此位置的热传导变慢,与其余位置有温度差。温度差造成了水分的挥发程度不均一,从而造成涂料的粘度不均一,使得哑粉出现迁移速度不同,最终形成所谓的“水痕”。
因此要改善“水痕”可以从以下几个方面入手。
1, 改善夹具。使其完全覆盖素材背面,避免不同位置出现温度差。
2, 提高烘烤温度。使水分在尽可能短的时间内挥发掉,避免哑粉的迁移速度差。
3, 改善配方。将哑粉的迁移速度控制在较小的区间内。
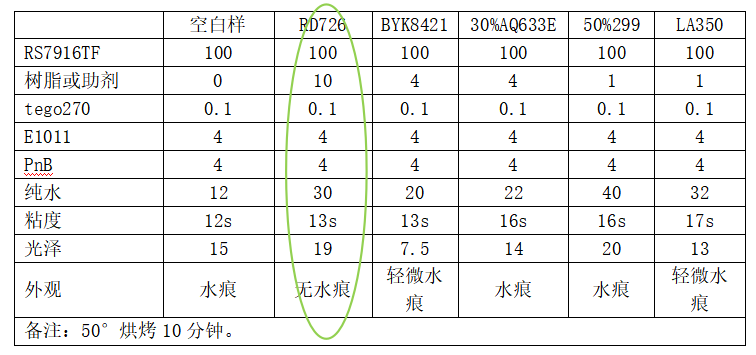
下方是我司从方法3,也就是在配方的方面所做的改进。使用了不同的流变助剂/树脂的方法控制哑粉的迁移速度。
RD726——具有触变性的高官水性UV树脂。
BYK8421—— EVA改性蜡浆。
AQ633E——聚酰胺流变助剂。
RHEOLATE 299——聚氨酯增稠剂。
LA350——水性聚脲。
从下表结果可以看出。使用RD726可以明显改善“水痕”现象。BYK8421和LA350也有积极的效果,但不如RD726。RD726的合适用量为RS7916TF的10%。
四、结论
“水痕”出现的原因在于烘烤温度不均造成了哑光粉的迁移速度差异。可以从夹具、烘烤温度、配方方面改善。
通过配方改善时,使用具有触变性质的树脂或助剂都可以改善“水痕”。其中以我司的RD726效果最明显,其合适用量为RS7916TF的15%。
备注:以上结论是基于本公司RS7916TF的实验结果。使用其他树脂时请自行评估,切勿盲目套用。



